
1、完成焊接的白车身,输送到检测平台,就位
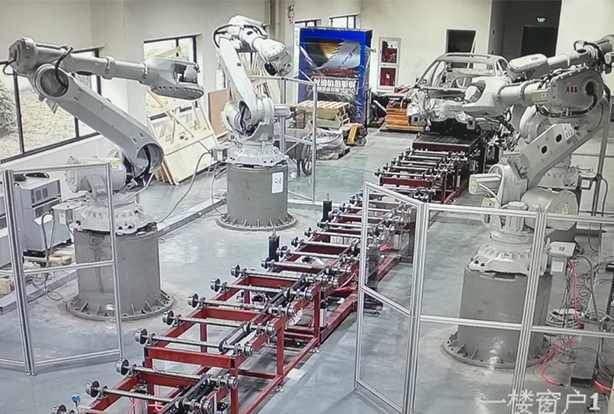
2、此时由PLC控制的4手臂机器人同时进入工作模式
3、经过焊点位置施教的机器人,按照用户设定的焊点快速就位
4、PLC启动位于机器人前部检测模块上的视觉装置
5、视觉装置对目标焊点的位置进行复核,并将复核后的位置信号传送给机器人
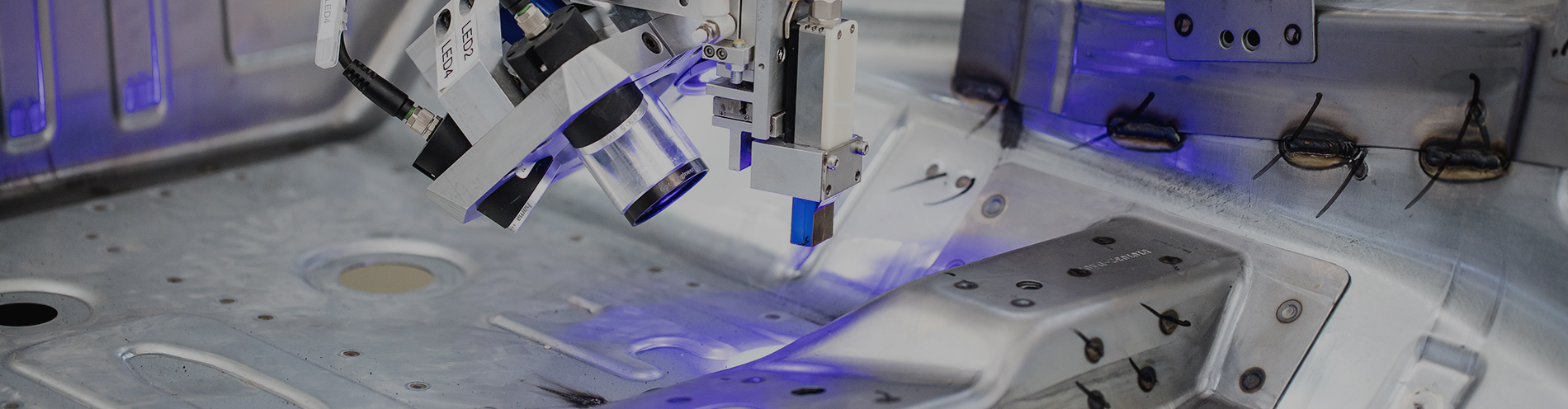
6、机器人将安装在检测模块最前端的探头送至目标焊点40mm处
7、由压缩空气驱动的探头准确地找到目标焊点
8、探头上的涡流线圈对焊核进行检测,并将信号送回位于机器人上的控制器
9、由控制器对检测信号进行分析、运算后,将检测结果以数字和曲线的形式反馈到PLC
10、PLC形成检测报告,同时将结果反馈到焊接系统

机器人视觉引导
通过现场的相机拍摄到的照片指引机器人自动的操作
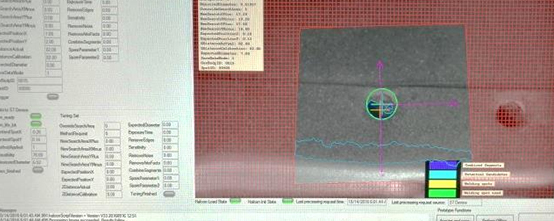
视觉3D测量原理
用结构光拟合焊点形状

涡流检测原理
参照本网站该产品的介绍

快速和精准的检测速度 ---- 5秒/点;
在线全车焊点质量控制;
排除人为因素的影响;
焊点质量情况数据化,可以监控焊接的稳定性和实际状态;
对不良的焊点可以标识,方便以后的质量追朔;
降低人员成本和破检的成本;
由用户自行对焊点的质量标准进行设定。